"Heute hier, morgen dort. Bin kaum da, muss ich fort. Hab' mich niemals deswegen beklagt ..."
Als ich vor ein paar Wochen die Nachricht zur c´t Hacks Fräse 2014 hier eingestellt habe, wollte ich eigentlich nur auf ein Werkzeug aufmerksam machen, dass ganz nützlich für den Bass-Gitarrenbau sein könnte und dass ich zu bauen in der Lage war. Das "Ich" ist in diesem Fall wichtig, weil ich davon ausgegangen bin, dass, wenn ich es bauen kann, jeder Instrumentenbauer es auch kann.
Ich habe über die gesamte Laufzeit des Projektes auch noch keinen Grund gefunden, von dieser Haltung abzuweichen: Ihr könnt es auch!
vspadrver´s (Sebastian) Beitrag hat in mir kurzfristig Zweifel daran geweckt, ob dieses Forum wirklich der richtige Platz ist, die Details, Varianten und Entwicklungsschritte der Hacks Fräse zu besprechen. Selbst für mich als Hobby-Gitarrenbauer sind die Einsatzmöglichkeiten der Fräse sooo vielfältig, dass deren Geschichte auch in so ziemlich allen Heimwerker- und Bastelforen interessierte Aufmerksamkeit finden würde. Zurück zu den DIY-Wurzeln der CNC-Fräse, wären die verschiedenen CNC-Foren natürlich eine logische Heimat mit hoher technischer Expertise.
Nun, ich versuche das Heute gerne aus seiner Geschichte heraus zu verstehen, in der Hoffnung irgendwann einmal einen Glückstreffer in der Vorhersage für die Auswirkung des Heute auf die Zukunft landen zu können. Was das bedeutet? Ganz einfach: Es gibt mittlerweile hunderte, wenn nicht tausende von CNC-Fräsen-Projekten, die in verschiedenen Varianten das Prinzip der 3-Achsen-Koordination auf die Beine stellen. All diese Fräsen laufen und tun, was CNC-Fräsen eben so tun. Sie tun es zu unterschiedlichen Preisen und mit mehr oder weniger klugen Design von Werkstoffen, Konstruktionen, Software-Ausstattungen und elektronischem Steuerwerk. In dieser großen Auswahl findet sich jedoch nur ein sehr geringer Teil an Fräsen, die für den Bass-Gitarren-Bau geeignet und bezahlbar wären.
(Ihr dürft mir diese Aussage gerne glauben, denn lange bevor der Artikel zur Hacks-Fräse erschienen ist, habe ich mich dem Bau von Fräsen beschäftigt und mir so auch einen Überblick verschafft.)
Die meisten dieser Fräsen bieten einfach zu wenig Arbeitsraum um Body und/oder Hals einzuspannen und über verschiedene Schritte weiter zu bearbeiten. Diese Konstruktionen mal schnell mit längeren Teilen und stärkerer Elektronik auf eine größere Arbeitsfläche umzubauen, scheitert oft daran, dass sie konstruktiv bereits am Ende sind. Irgendwann werden die hohen Turmaufbauten zu einem Hebel, der einen Fräslauf zur Zitterpartie macht. Auch die Hacks-Fräse ist nicht beliebig erweiterbar: Haben y- und Z-Achse noch Spielraum für Ausdehnungen der Fahrwege, hängt die x-Achse (rechts und links fahren) ohne zusätzliche Versteifungen bald wie ein Seil durch, wenn sie verbreitert wird.
Trotzdem hat die Hacks-Fräse-2014 das Potential in die engere Wahl gezogen zu werden, wenn man sich nach einer möglichst günstigen, robusten und einfachen Lösung für ein CNC-Werkzeug im Instrumentenbau umschaut. Ich gehe jetzt sogar noch einen Schritt weiter: Die Hacks-Fräse hat das Zeug dazu, die "Volks-Gitarren-Bass-Fräse" unter den CNC-Konzepten zu werden.
Weshalb traue ich mich, das zu behaupten?
Die Antwort liegt u.A. in diesem Forum und hat mit der Fräse zunächst einmal gar nichts zu tun:
http://www.gitarrebassbau.de/viewtopic. ... 931#p73931
Klein, transportabel und trotzdem robust: Über die clevere Idee von "The Bird" hab ich mich köstlich amüsiert, weil sie so einfach ist, dass man sich fragt, weshalb man nicht schon vorher darauf gekommen ist.
Teil 2 der Antwort:
Was seht Ihr?
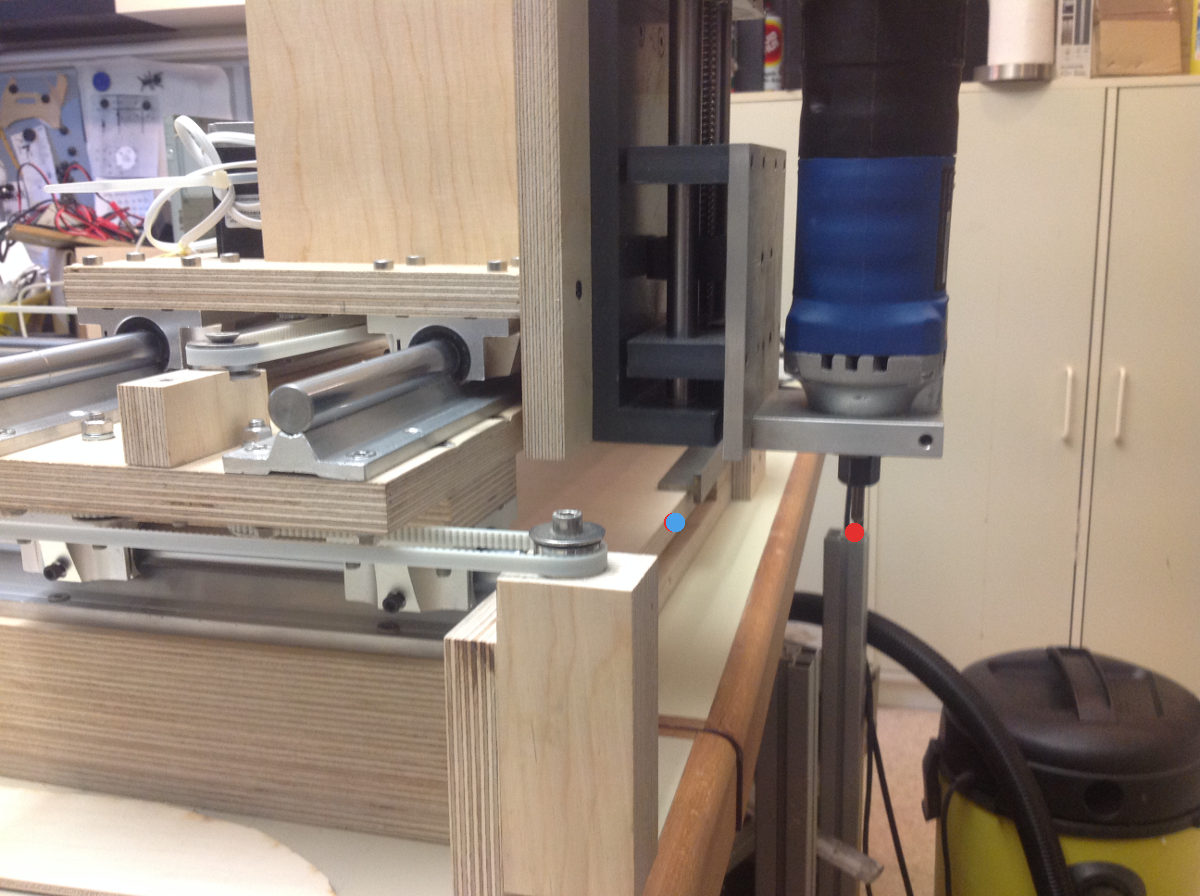
Zu sehen ist das Bild der Hacks-Fräse von vorne links und zwei Punkte, rot und blau.
Der blaue Punkt liegt auf der vordere Kante der Basisplatte und der rote Punkt auf der Spitze des Fräskopfes.
Dazwischen ist nichts.
Dieses Nichts zwischen den Punkten ist ungefähr 13 cm lang und auf dem ersten Blick verschenkter, nicht zu nutzender Fräsraum.
Aber ....
http://www.youtube.com/watch?v=Z8kNHcUWBNw
Dieser junge Mann zeigt, wie man diesen Platz nutzen kann und ich füge hinzu: Wenn man eine Standard-Halterungen für Jigs definiert, kann man sich ein ganzes Arsenal an Spezialanwendungen in diese ungenutze Fräslücke bauen. Z.B. läßt sich ein Mini-Schraubstock einsetzen (s. "The Birds Mini-Schraubstock"), der es ermöglicht einen Body/Hals einzuspannen und seitliche Fräsarbeiten vorzunehmen oder eben eine Rotationsachse, die die Fräse zur CNC-Drehbank macht.
Die Hacks-Fräse spielt jederzeit mit, weil sie nur darauf wartet mit Bass-Gitarren-Bau-spezifischen Jigs (Hilfswerkzeuge) erweitert zu werden. Die meisten Low-Cost- und DIY-Fräsen, die ich bislang gesehen habe, erlauben das nicht.
Und hier nun der Grund - wenn ihr ihn nicht schon erahnt - weshalb ich die Berichterstattung und den Austauch zur Volks-Fräse gerne in diesem Forum hier lassen würde: Alle, auch die nicht CNC-Fräsen-Bauer oder -Nutzer können sehr wohl - anders als Du denkst, Titan-Jan - zu deren Entwicklung beitragen. Bass-Gitarren-Bauer sind ja die großen Jig-Entwickler. Der/meiner Fräse fehlen ja noch die Halterungen, Spannklammern, Beleuchtung, Arbeitsstationen für z.B. die Fertigung von Sätteln und Brücken, Intarisenarbeiten, etc. und ich werde die Fräse Zug um Zug darum erweitern. Die meisten der Jigs werden aber von den cleveren Lösungen abgeleitet sein, die die "Manuellen" schon vor langer Zeit entwickelt haben ... es gibt ja nix Neues auf der Welt ..

Später mehr zur Entwicklung ...
Arno



