ich habe vor kurzem ein recht ambitioniertes Projekt gestartet und dachte mir ich teile hier mal meine Erfahrungen und nutze die Gelegenheit um ein paar Fragen zu stellen.
Erstmal die groben Parameter des Vorhabens:
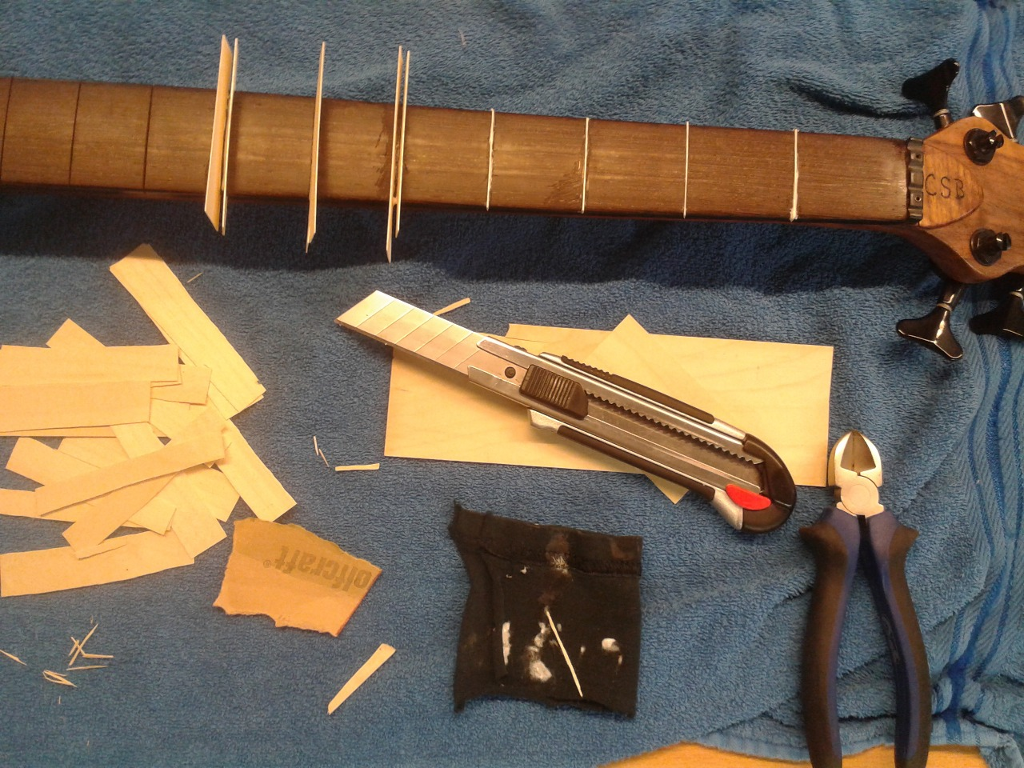
Griffbrett
Ebenholz mit dezenten Wenge Bundlinien. 15° Neigung der Bünde an Sattel und Brücke, also ca 910/880mm Mensur mit 12. Bund rechtwinklig.
Ich habe von einigen gehört, dass sich ein bundloser Multiscale wohl nur sehr schwer spielen lässt, allerdings hatten diese Instrumente auch wesentlich größere Unterschiede in der Mensur. Plan B ist hier das Furnier zu entfernen und durch Bünde zu ersetzen.

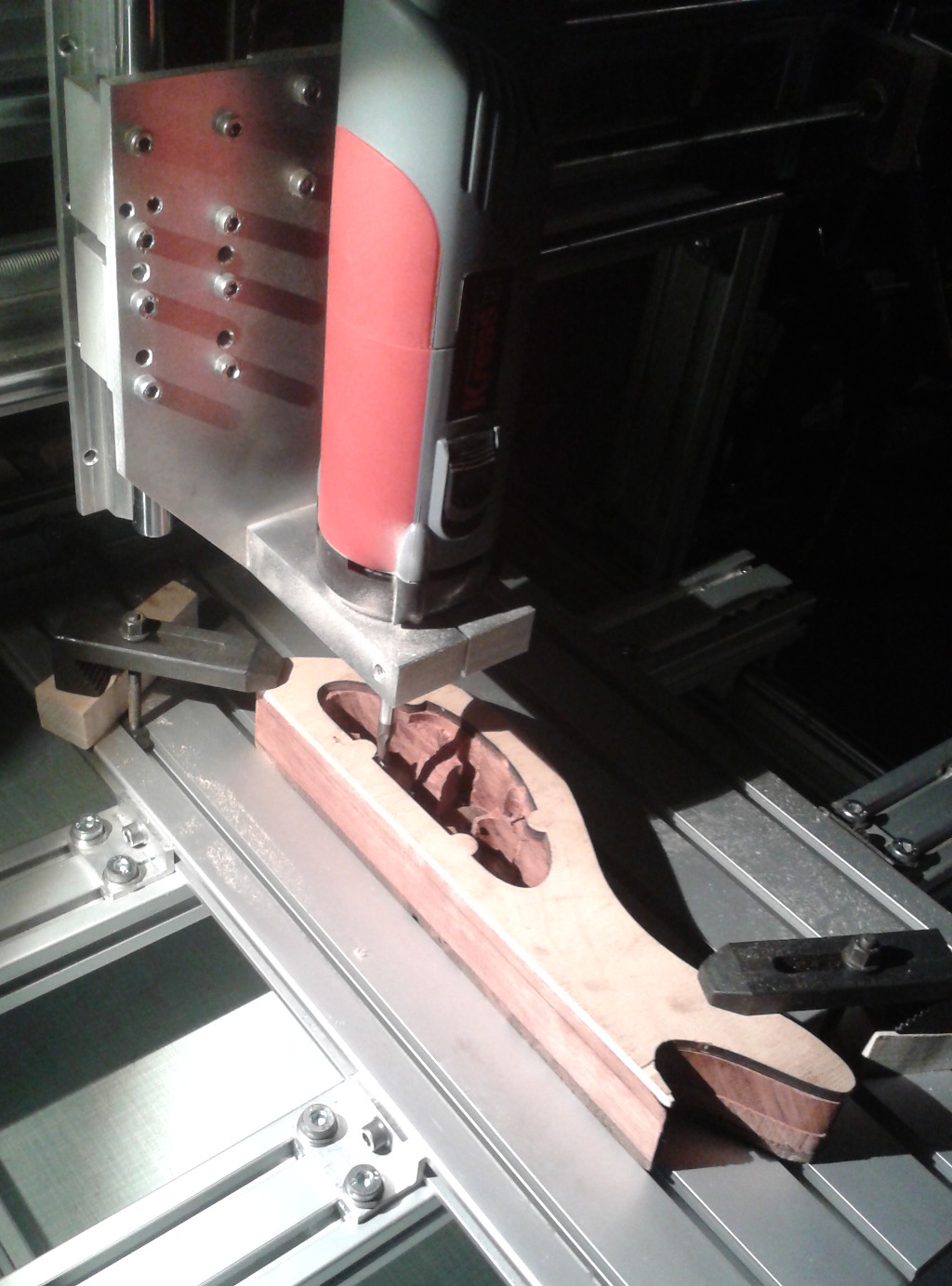
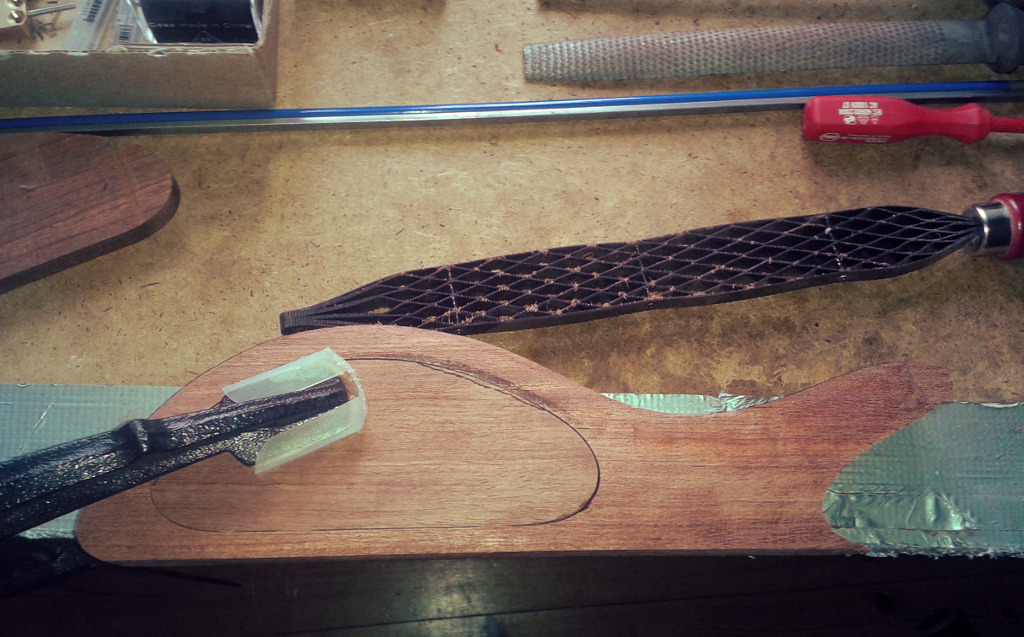
Korpus
Bubinga mit Walnusswurzel Decke durch Wenge Furnier getrennt.
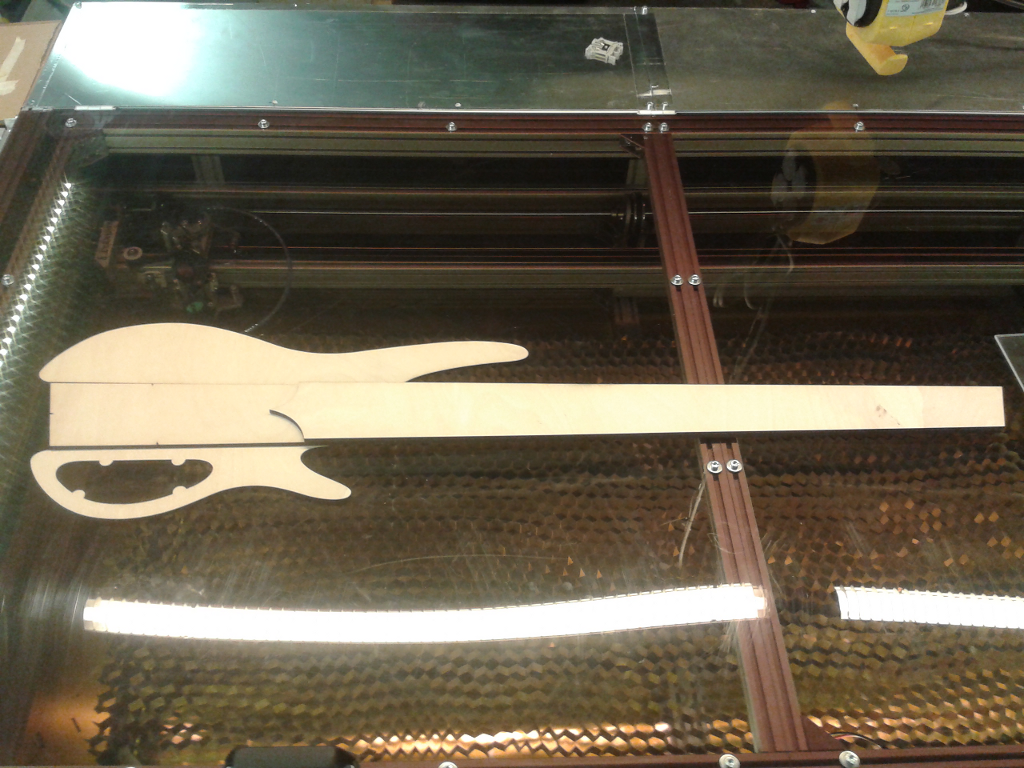
Das Template habe ich mit dem Lasercutter im Karlsruher FabLab geschnitten.
Walnusswurzel gebookmatched.

Das Bubinga ist wirklich außerordentlich schwer zu bearbeiten. Es war unmöglich am Template entlang zu fräsen ohne große Stücke aus dem Holz zu reißen. Am Trommelschleifer dauerte es dann eben etwas länger aber dafür ohne Zwischenfälle.

Tonabnehmer
Hier bin ich noch sehr unentschlossen. Momentan geht die Tendenz zum 3D gedruckten Humbucker.
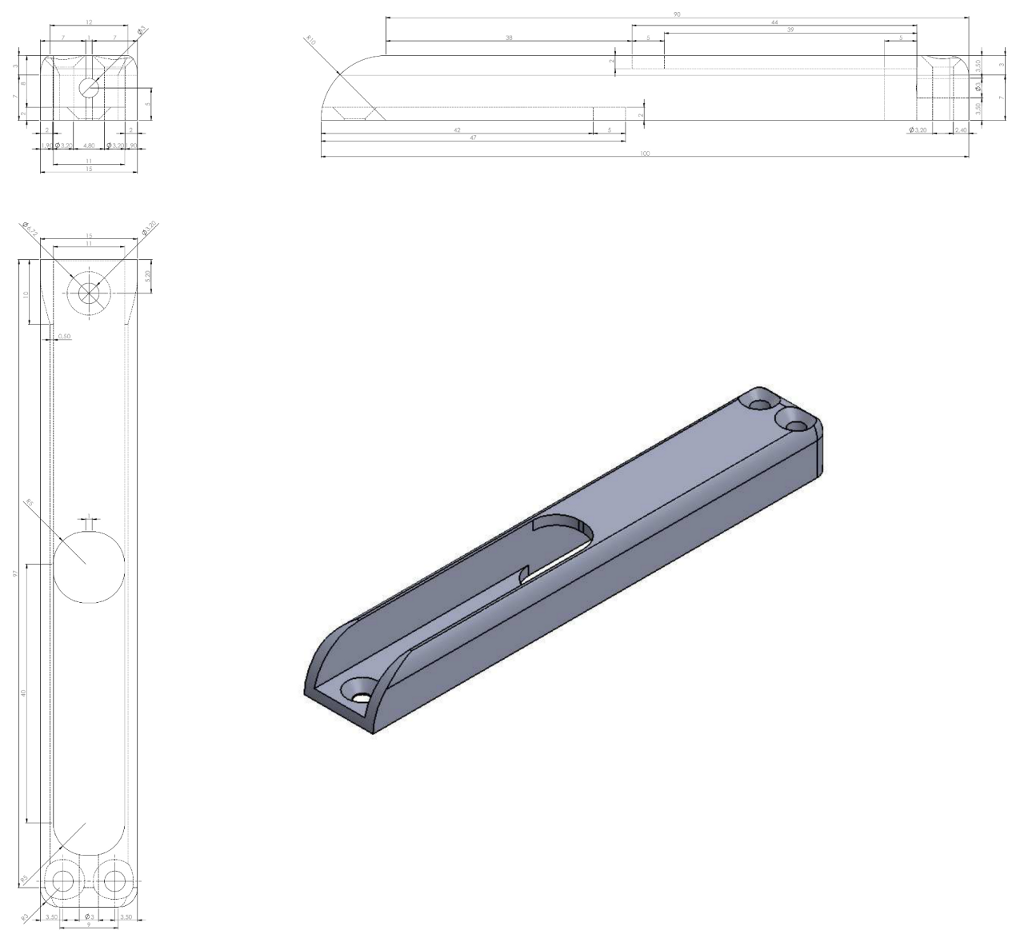
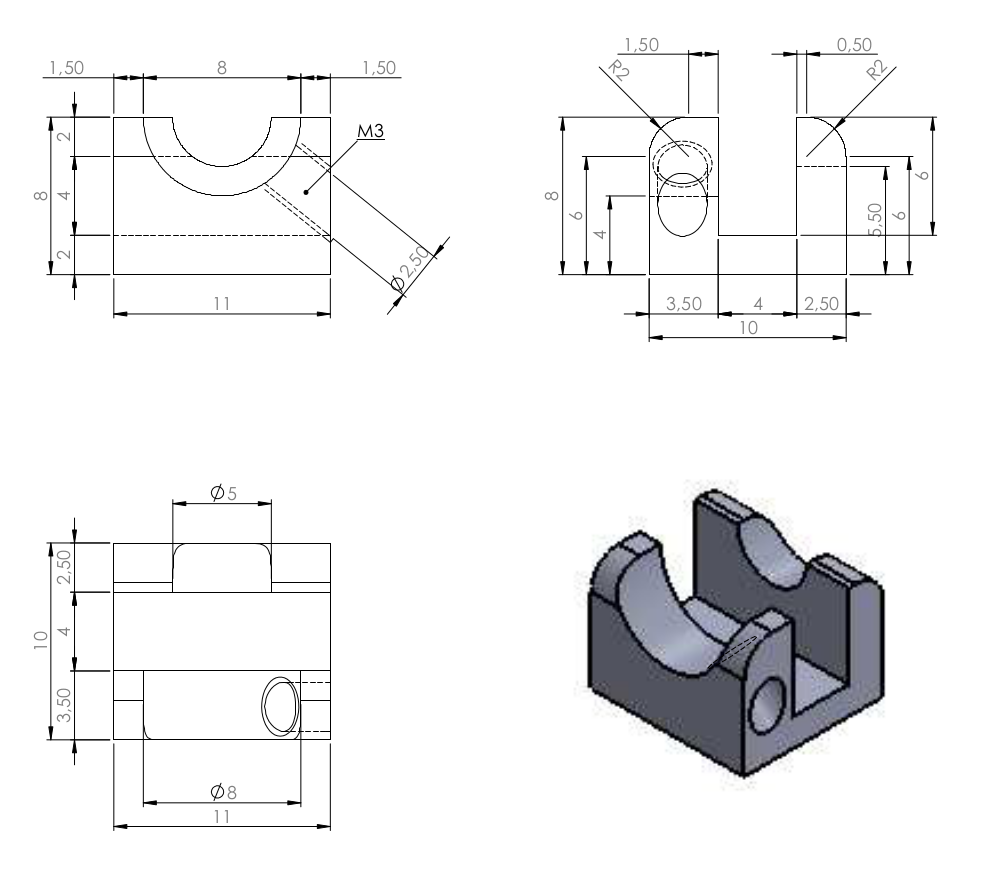
Mechanik
Nachdem ich mir einige ETS und ABM Mechaniken angeguckt habe (und besonders die Preise) entschloss ich mich auch diese selber zu bauen.
Die Brückenteile habe ich an der CNC im FabLab gefertigt.
Code: Alles auswählen
%
(Creates a the second, open pocket)
(flip workpiece with closed pocket facing down on the clamped side)
G21 (using mm)
G40 (manual toolrad comp)
(Operation config)
#<z-safe> = 20 (safe height)
#<z-feed> = 0.5 (depth feed steps)
#<toolrad> = 4
#<feedrate> = 200
(Workpiece params)
#<wp_length> = 93.8
#<width> = 12
#<length> = 46.9
#<depth> = 8
#<steps> = [#<depth> / #<z-feed>]
G00 X0 Y0 Z[#<z-safe>]
G00 Y[#<wp_length> * 0.5 + #<toolrad>] X[#<width> * 0.5 - #<toolrad>]
#<current_depth> = [#<depth>]
O101 repeat [#<steps>]
#<current_depth> = [#<current_depth> - #<z-feed>]
G01 Z[#<current_depth>] F[#<feedrate>]
G01 Y[#<wp_length> * 0.5 - #<toolrad> - #<length>] F[#<feedrate>]
G01 X[#<width> * -0.5 + #<toolrad>] F[#<feedrate>]
G01 Y[#<wp_length> * 0.5 + #<toolrad>] F[#<feedrate>]
G01 X[#<width> * 0.5 - #<toolrad>] F[#<feedrate>]
O101 endrepeat
G00 Z[#<z-safe>]
(Return to Origin)
G00 X0 Y0 Z[#<z-safe>]
%

Bei Bedarf stelle ich gerne den vollständigen GCode zur Verfügung.
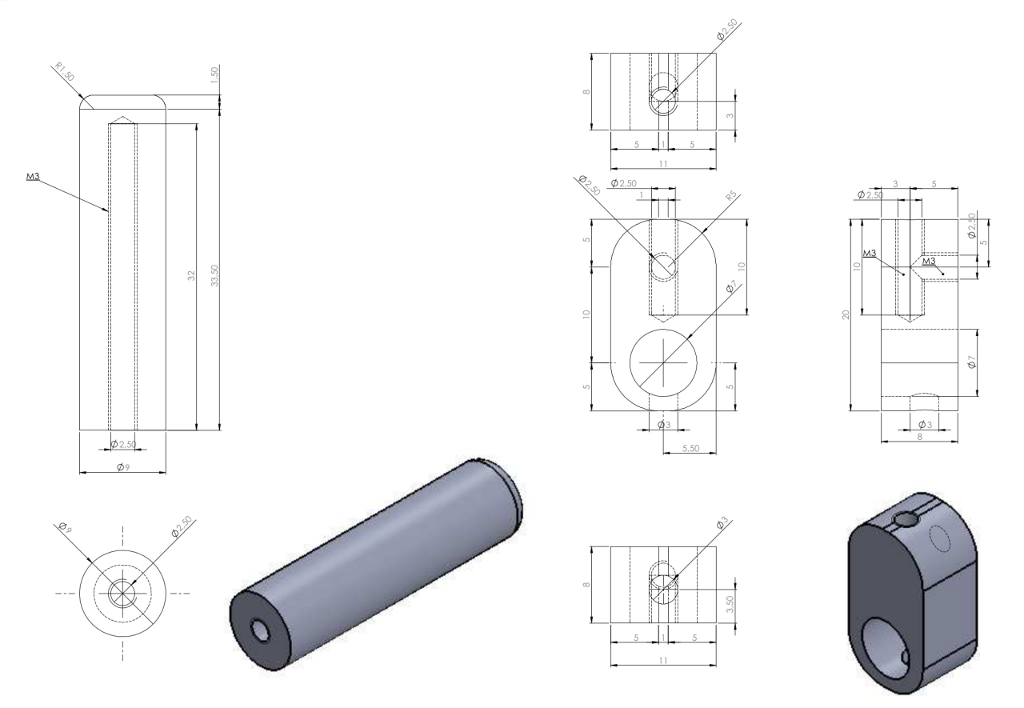
Die Knöpfe habe ich an der Drehmaschine gefertigt.
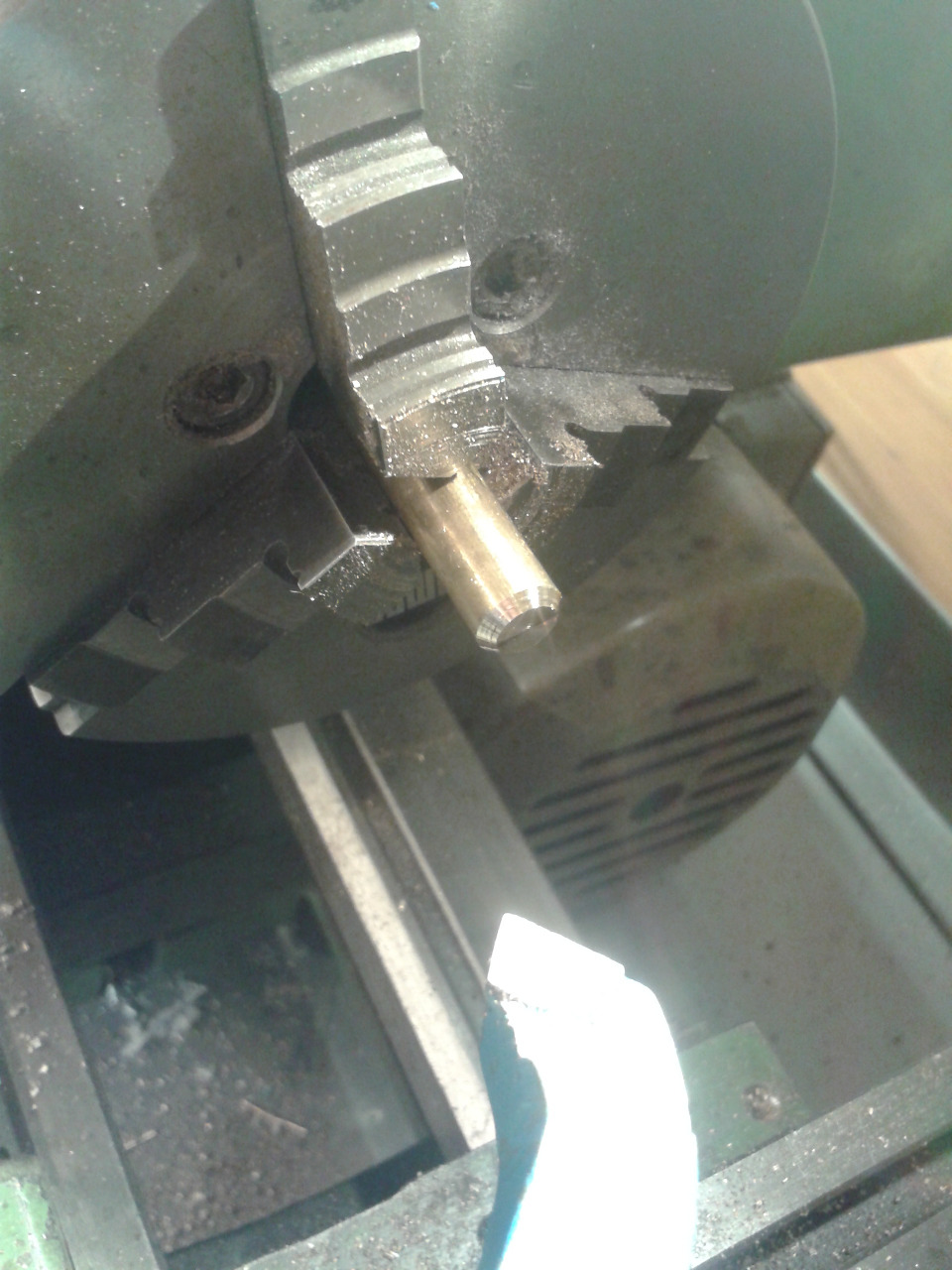
Die Frage ist ob es ausreicht die Oberfläche zu rändeln um genügend Grip zu erhalten. Die Knöpfe sind nur 9mm im Durchmesser und ich spiele mit dem Gedanken ein Loch quer zur Achse zu bohren um mit einem Stift zu stimmen oder einen Schlitz am Ende für eine Münze ...